

-
ABOUTThe group company integrates design, casting, production, research and development, sales and service to provide customers with modern, digital one-stop water supply system solutions.

-
PRODUCTS
-
APPLICATION4 production bases in group company, 10 branches, more than 20 offices, more than 1000 professional employees, long-term service to domestic and foreign high-end customer groups including Five state-owned power groups.
-
NEWSShanglishi Group is the main member appointed by the Pump Association to participate in the development of national standards for slurry pumps and petrochemical centrifugal pumps.
-
CONTACTThe company's good product quality and service have always created value for customers, and are favored by more and more customers.
Submersible Sewage Pump
Keyword:
Classification:





- Description
- Main Projects
- Product Video
-
 Product overview
Product overview
Submersible Dredge Sand Pump: Advanced Submersible Sewage Pump Solutions
Shanglishi submersible sewage pump delivers innovative wastewater management solutions, engineered by a top submersible sewage pump manufacturer to ensure energy efficiency and durability. This description details the SWQ/SWBQ series submersible sewage pump, designed for optimal performance in a variety of applications.
The SWQ/SWBQ Series Submersible Sewage Pump offers remarkable energy-saving effects, anti-winding capabilities, and reliable automatic control. It efficiently discharges solid particles and long-fiber waste, making it ideal for small pumping stations and underground installations where space is at a premium.
★Model: SWQ/SWBQ
★The SWQ, SWBQ series submersible sewage pump offers remarkable energy-saving effects, anti-winding capabilities, no clogging, automatic installation, and automatic control. These submersible sewage pumps are highly effective in discharging solid particles and long-fiber waste.
★This certified submersible sewage pump can be installed in small, simple pumping stations, and can be hidden underground without causing any obstructions. The pump can be quickly and easily submerged into the liquid along the guide rod, making it flexible, easy to assemble, and convenient to disassemble.
★The water level can be automatically controlled according to user requirements. The submersible sewage pump is equipped with automatic protection devices and electrical control cabinets, capable of transporting mediums up to 60℃.
★New automatic protection devices for submersible sewage pumps:
- Overheat protection element to prevent high-temperature damage to the pump.
- Water leakage probe to monitor for water leakage in the pump cavity of the submersible sewage pump.
- Float switch, monitoring mechanical seal failure and water in the motor cavity of the submersible sewage pump.
- Bearing temperature protection to monitor if the motor bearing temperature of the pump is too high.
- Model: SWQ/SWBQCompared with the general horizontal pump or vertical sewage pump, submersible sewage pump obviously has the following advantages:
- Handles wastewater with particles up to 50mm in diameter, flow rate up to 500m³/h.
- Reduces treatment time by 30%, with a high-efficiency motor achieving 90% efficiency, saving 30% energy.
- Wear-resistant materials result in only 2% wear, significantly extending lifespan.
- Automatic coupling design reduces installation time by 50%, and anti-clogging technology reduces blockages by 80%.
- IP68 protection ensures stable operation in wet environments.
- Compact design saves space, with noise levels as low as 60 decibels, meeting environmental standards.
Submersible sewage pump is ideal for sewage treatment plants, municipal projects, and industrial wastewater, offering efficient and eco-friendly sewage solutions.
Product use
-
Submersible sewage pumps are ideal for draining water from buildings, ditches, dams, tunnels, and land drainage systems. These pumps ensure efficient water removal in various construction and infrastructure projects.
-
They are specifically designed for the draining and discharging of raw water, mixed water, natural sewage, and mud water. The submersible sewage pump can handle both clean water and wastewater, making it versatile in various applications.
-
In sewage treatment processes, the submersible sewage pump is highly effective for handling sewage sediment, recycling fluids, and managing garbage disposal. It plays a crucial role in maintaining clean and operational waste systems.
-
Submersible sewage pumps are widely used in pumping, irrigation, and drainage applications. They are essential in surface treatment processes, water source protection, and controlling water levels in open-pit mining operations, ensuring efficient water management and preventing flooding or water buildup.
Key Features
-
Energy Efficiency & High Performance: With a high-efficiency motor achieving up to 90% efficiency, this submersible sewage pump reduces energy consumption by 30%.
-
Anti-Clog & Anti-Winding Design: Specially designed to handle wastewater containing solid particles up to 50mm in diameter, it reduces clogging by 80%.
-
Automatic Protection Devices: Equipped with overheat protection, water leakage probes, float switches, and bearing temperature sensors to monitor and safeguard pump operation.
-
Compact & Quiet Operation: With an IP68 rated sealed motor and low noise levels (as low as 60 decibels), it is perfect for sensitive environments.
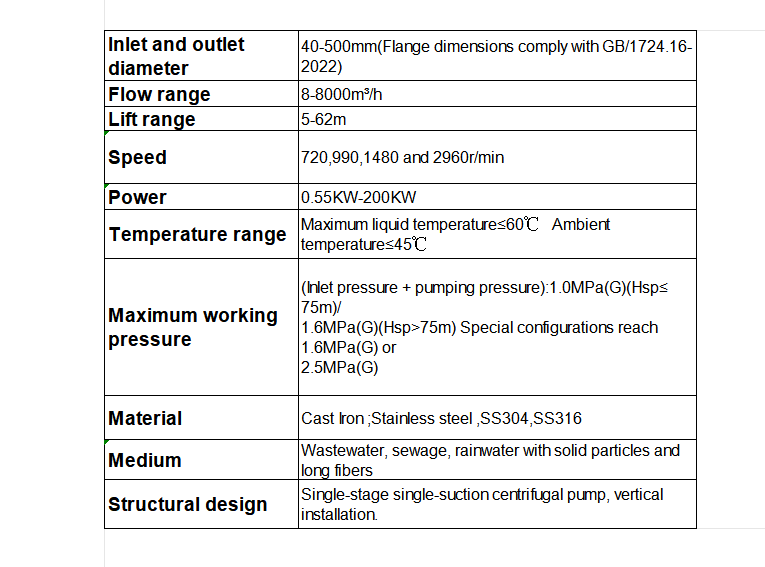
Working conditions
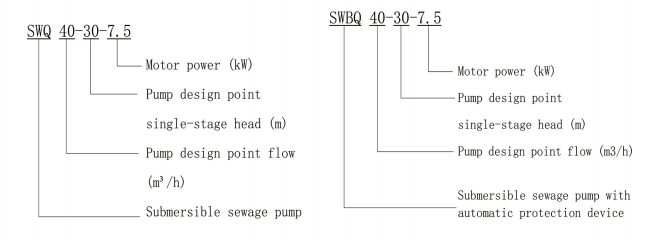
 Model meaning
Model meaning
 Structure Description
Structure Description
★Bearing:
Imported SKF, NTN bearings, reasonable configuration, can extend the service life of the pump.★Cooling:
Built-in cooling system, whether the motor is above or below the liquid level, can ensure the normal operation of the pump. A portion of the liquid is extracted to draw the vibration generated by the motor from the pump cycle to the cooling cylinder and pump housing. When external cooling is required, the cooling jacket can be separated from the pump housing and connected to the cooling system separately.★Motor:
Class F insulation, maximum working temperature 155 ℃, protection grade IPX8, good sealing effect.★Mechanical seal:
The German Bogman mechanical seal is adopted, and the two-way seals are connected in series and work separately to isolate the motor from the pump seal and provide double protection for the motor.
The pump side sealing material is tungsten carbide/tungsten carbide, and the motor side sealing material is graphite/silicon carbide.★Oil room:
The oil lubricates and cools the mechanical seal and prevents liquid from penetrating into the motor for additional safety. A certain amount of air is left in the oil chamber to reduce the accumulated elevated pressure.★Impeller:
After optimized design, the impeller will not be blocked when conveying liquid, has the best flow and speed, and has the highest efficiency. Each working condition has a suitable impeller to choose from.
According to the extracted medium, there are single-leaf, double-leaf and three-leaf impellers to choose from.★Pump casing:
Using CAD/CAM technology, the highest efficiency and minimum wear.★Monitoring system:
Three series thermal control switches are embedded in the stator, which are in a "normally open" state at normal temperature and open when the stator temperature reaches 125°C.
The oil chamber is equipped with a water leakage probe to detect water leakage. When the mechanical seal on the pump side leaks and the oil-water ratio in the oil chamber reaches a certain concentration, an alarm signal (indicator light) will be issued to automatically cut off the power supply and stop the pump.The maintenance personnel should replace the lubricating oil in time, check the mechanical seal on the pump side, and replace it if necessary.
Motor junction boxes of 30kW and above are equipped with water leakage probes to check whether the cable seal is leaking.,
★float switch:
When the mechanical seal on the motor side leaks, the liquid enters the switch chamber and reaches a certain height, and the float switch will issue a warning signal (the indicator light is on).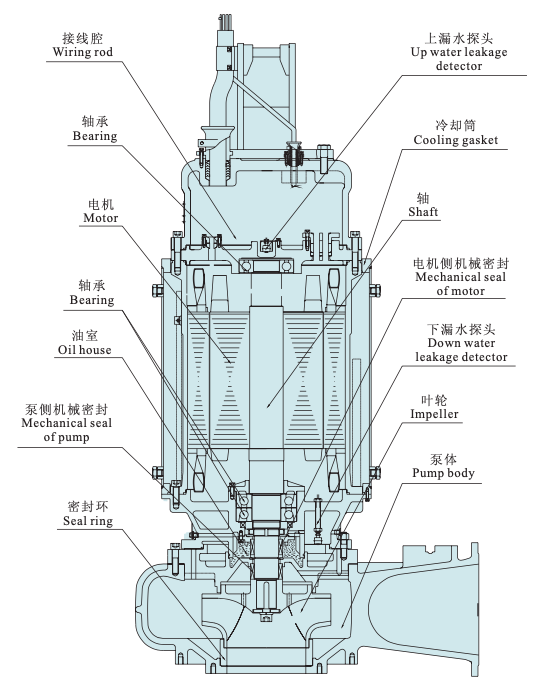 Installation method
Installation method
WQ submersible sewage pump a total of 5 kinds of installation, as follows:
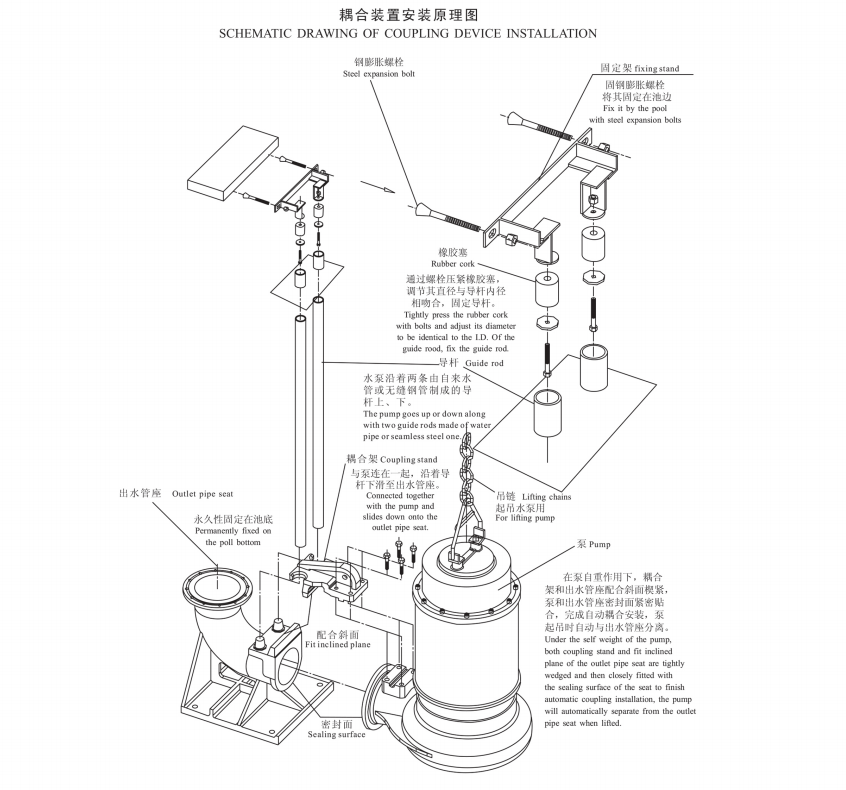
1, automatic coupling installation
The pump is lowered along the guide rod and automatically connected to the discharge pipe system. Installation and construction costs are minimal and maintenance costs are reduced.
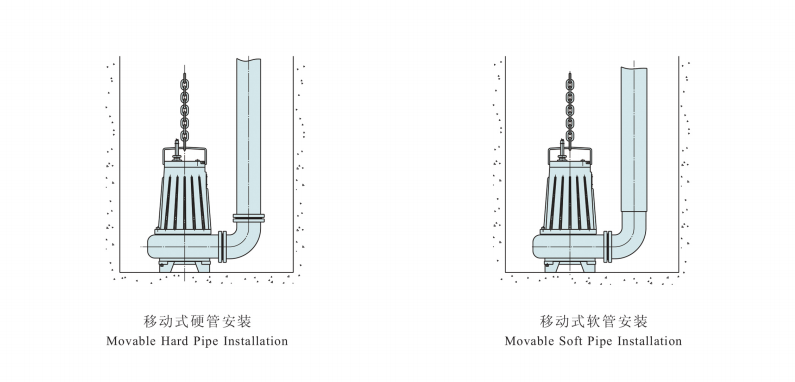
2, mobile hard pipe installation
The submersible sewage pump is supported by its base, and the hard pipe joint is connected to the pipeline system.
3, mobile hose installation
The pump is supported by its base, and the hose connector is connected with the water outlet hose. It is multi-purpose and easy to install. Submersible sewage pump can be easily moved from one sewage well to another.
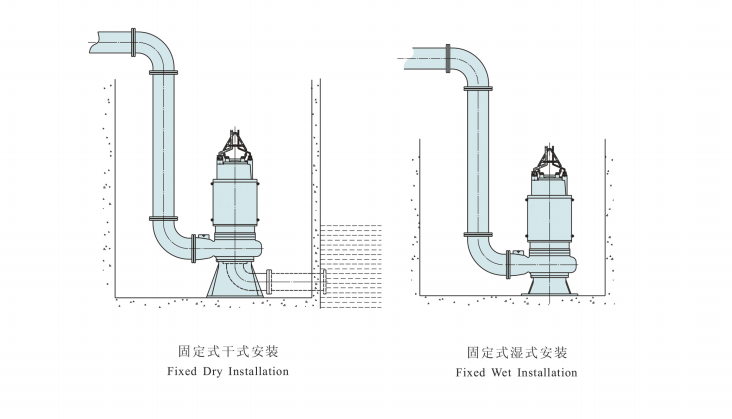
4, fixed dry installation
Can withstand flooding, for wet/dry well or pipeline connection of the pump system, suction port and drain port a flange and pipe connection, vertical installation. If this installation is selected, it must be equipped with a cooling system.
5, fixed wet installation
The pump is supported by a base and fixed at the bottom of the sewage well. The drain port is connected with the pipeline and installed vertically.
Advanced Design & Versatility
Constructed with durable, wear-resistant materials and featuring an automatic coupling design that cuts installation time by 50%, this submersible sewage pump is built for longevity and ease of maintenance. Its versatile design supports fixed or mobile installations and is suitable for handling both clean water and various types of wastewater, including raw sewage, mixed water, and mud water.
Industry Applications & Innovations
Widely used in municipal wastewater systems, industrial waste management, and residential drainage, this submersible sewage pump excels in draining water from buildings, ditches, dams, tunnels, and land drainage systems. It is also an integral part of sewage treatment processes, efficiently handling sediment, recycling fluids, and managing garbage disposal. Moreover, our design integrates cutting-edge submersible dredge pump technology, ensuring robust performance even under harsh conditions.
Leadership in Manufacturing
As a leading submersible sewage pump manufacturer, our commitment to quality and innovation is evident in every aspect of the pump’s design. Our expertise is further reinforced by incorporating advanced features found in submersible dredge pump systems, ensuring maximum reliability and operational efficiency.
The Shanglishi SWQ/SWBQ series submersible sewage pump provides a comprehensive solution for efficient, eco-friendly, and cost-effective wastewater management. Engineered for superior performance with energy savings, automatic controls, and advanced protection features, our submersible sewage pump stands as a testament to industry-leading innovation—from design to deployment. Trust our submersible sewage pump to deliver exceptional performance from start to finish, ensuring reliable operation in every application.
 Industry Applications
Industry ApplicationsAs a trusted submersible sewage pump manufacturer, we provide tailored solutions that meet specific requirements, ensuring efficient, long-lasting performance. This pump is usually used as municipal engineering submersible sewage pump, industrial manufacturing submersible sewage pump, agriculture submersible sewage pump, construction submersible sewage pump, mining and energy submersible sewage pump, high solids content wastewater submersible sewage pump, corrosive media submersible sewage pump, high-temperature sewage submersible sewage pump, viscous sludge submersible sewage pump.
Mining Industry Submersible Sewage Pump
Oil Industry Submersible Sewage Pump
Sewage Treatment Industry Submersible Sewage Pump
Liquid Transportation Submersible Sewage Pump
-
Application case of submersible sewage pump in Algerian sewage treatment plant
Introduction
Globally, sewage treatment is an increasingly important topic, especially in the context of rapid urbanization and industrialization. As an important country in North Africa, Algeria's urban and industrial development has a growing demand for sewage treatment. With its advanced submersible sewage pump technology, Shanglishi Pump Group has successfully applied it in multiple sewage treatment plants in Algeria, demonstrating the superiority of its products. This article will elaborate on the nine characteristics of Shanglishi Pump Group's submersible sewage pump through specific data comparisons, and analyze it in combination with actual application cases in Algeria.
Background of sewage treatment in Algeria
Algeria is a country with rich natural resources and vast land, but with the acceleration of urbanization, sewage treatment problems are becoming increasingly prominent. According to data from the Algerian National Water Company (ADE), in 2022, Algeria's urban sewage treatment rate was only 60%, and in some areas, this proportion was even less than 50%. In order to improve this situation, the Algerian government has increased its investment in sewage treatment facilities in the past few years, especially in large cities and industrial areas.
Features of Shanglishi Pump Group's submersible sewage pump
1. Strong sewage discharge capacity
Shanglishi Pump Group's submersible sewage pump is designed to handle liquids containing solid particles and can effectively discharge sewage, wastewater, etc. In the application of a sewage treatment plant in Algeria, the sewage pump has a sewage discharge capacity of 500 cubic meters per hour and can easily handle sewage containing solid particles with a maximum diameter of 50 mm. This performance greatly improves the efficiency of sewage treatment and reduces the treatment time.
2. Efficient motor
The submersible sewage pump is equipped with a high-efficiency motor to ensure stable power output under various working conditions. In actual use in Algeria, the motor efficiency of the submersible sewage pump reaches more than 90%, which significantly reduces energy consumption. Compared with traditional pumps, the use of Shanglishi Pump's submersible sewage pump can save about 30% of electricity costs.
3. Wear-resistant materials
The pump body and impeller are made of wear-resistant materials to extend service life and reduce maintenance costs. In the sewage treatment plant in Algeria, after one year of use, the wear rate of the submersible sewage pump was only 2%, while the wear rate of the same industry products was as high as 10%. This difference effectively reduces the frequency and cost of maintenance.
4. Automatic coupling device
Many submersible sewage pumps are designed with automatic coupling devices for easy installation and maintenance. In the application case in Algeria, the installation time was shortened by 50%. The operator only needs to put the pump into the sewage tank, and the automatic coupling device can quickly complete the connection, greatly improving work efficiency.
5. Anti-clogging design
The anti-clogging design of the impeller and flow channel can reduce the risk of clogging and ensure the smooth operation of the pump. In the sewage treatment plant in Algeria, after using the submersible sewage pump of Shanglishi Brand, the number of clogging incidents was reduced by 80%. This not only reduces downtime, but also improves overall processing capacity.
6. Multiple control methods
Submersible sewage pumps can be equipped with multiple control methods, such as float switches, liquid level controllers, etc., to adapt to different working environments. In the sewage treatment plant in Algeria, a liquid level controller is used to monitor water level changes in real time, ensure the automatic start and stop of the pump, and improve the intelligent level of operation.
7. High protection level
Shanglishi Brand submersible sewage pumps usually have a high IP protection level to ensure safe operation in humid and watery environments. In the sewage treatment plant in Algeria, the IP68 protection level of the submersible sewage pump effectively prevents the intrusion of water and dirt, ensuring the long-term stable operation of the equipment.
8. Compact structure
The submersible sewage pump has a compact design and occupies a small space, which is easy to install in a limited space. In the sewage treatment plant in Algeria, the compact design of the submersible sewage pump enables it to be installed smoothly in a small space, optimizing the space utilization of the plant.
9. Low noise operation
The optimized design makes the submersible sewage pump low noise during operation, suitable for noise-sensitive environments. In the sewage treatment plant in Algeria, the noise level of the submersible sewage pump is controlled below 60 decibels, ensuring the quietness of the surrounding environment and meeting local environmental protection requirements.
Data comparison analysis
By comparing the actual application data of the submersible sewage pump of Shanglishi Pump Group with that of other brands of submersible sewage pumps in the sewage treatment plant in Algeria, its advantages are further highlighted.
Features Shanglishi Brand Submersible Sewage Pump Original Submersible Sewage Pump Drainage capacity(m³/h) 500 350 Motor efficiency 90% 70% Wear rate 2% 10% Installation time (hours) 2 4 Blocking event reduction rate 80% 30% Noise level (dB) 60 75 As can be seen from the table, the submersible sewage pump of Shanglishi Brand is superior to competing brands in many key indicators, fully demonstrating its technical advantages in the field of sewage treatment.
Conclusion
In summary, the submersible sewage pumps of Shanglishi Pump Group have performed well in the sewage treatment plants in Algeria. With its ten major features, including strong sewage discharge capacity, efficient motors, and wear-resistant materials, it not only improves the efficiency of sewage treatment, but also reduces operating costs. With Algeria's continued investment in sewage treatment facilities, it is expected that the submersible sewage pumps of Shanglishi Pump Group will be used in more projects in the future, contributing to improving the local water environment.


-




Inquiry
SHANGLISHI PUMP GROUP
Department Director: Ms. Wang
Tel: +86-311-82725629
Email: admin@sls-pump.com
WhatsApp: +86 15830676372
Mobile Website

Mobile Website
Copyright © 2022 SHANGLISHI PUMP GROUP